





| Munkatartomány (mm) 1 fej esetén | Rendelhető fejek száma | ||
|---|---|---|---|
| Típus | x | y | |
| QWM20 | 700 | 600 | 1-2 |
| QWM30 | 700 | 900 | 1-2 |
| QWM40 | 1200 | 900 | 1-3 |
| QWM50 | 1200 | 1400 | 1-3 |
| QWL150 | 1500 | 1700 | 1-3 |
| QWL250 | 2500 | 1700 | 1-3 |
Műszaki adatok:
- Ismétlési pontosság: 0,2 mm
- Hegesztési ütemidő: 10-25 db/perc
- Adagolás: kézi/automata
- Fejenkénti csapadagolók száma: 1-3
Rendelhető modulok:

Lézeres pozíció meghatározás: A munkadarab helyének 0,01 mm pontossággal történő optikai meghatározása megszünteti az egyes feladatok közötti pozícionáló-cserékből adódó hibákat.
Minőségbiztosítási modul: A modulnak köszönhetően a program az összes csapot hegesztési paraméterek elemzése alapján megvizsgálja, és ezen vizsgálat eredményét okumentálható formában közli. Hibás hegesztést azonnal jelez, továbbá visszakereshető bármely munkadarab minőségi értéke.
Internetes távfelügyeleti modul: A berendezés a világ bármely részén azonnal elérhető internetes kapcsolat révén. Így akár az egyes feladatok programozását illetően, akár távfelügyelet biztosítása és hibaelhárítás végzése érdekében azonnal partnereink rendelékezésére tudunk állni.
Felületnedvesítő: Alumínium ötvözetek és magasan ötvözött acélok esetén nélkülözhetetlen a tökéletes hegesztési felület biztosítása érdekében.
Pneumatikus lemezleszorító: Nagyméretű lemezalkatrészek hegesztésénél megnöveli a hegesztés megbízhatóságát.
Adatimportáló modul: Nagyméretű munkadarabokon nagyszámú csapok felhegesztése esetén a hegesztési koordináták manuális adatbevitele magában hordozza a tévesztés lehetőségét. Ezen esetleges hibalehetőségeket küszöböli ki az adatimportáló modul, mely bármelyik 2D, illetve 3D tervezőprogram által generált CSV típusú adatállományt képes beimportálni, így a hibák elkerülése mellett jelentős programkészítési időmegtakarítás érhető el.
Grafikus alkatrész-megjelenítés
A hegesztés során számtalan külső körülmény befolyásolhatja a hegesztés minőségét (alapanyag felületi tisztasága, felületi mechanikus sérülése, stb.), mely a kötés nem megfelelőségét okozhatja. Sok felhegesztett csapot tartalmazó alkatrészek eseti javításakor a hibásan felhegesztett csap újbóli hegesztésének elvégzéséhez csak a hegesztési programot készítő technológus tudja a megfelelő programlépést kiválasztani, a gépkezelő nem. Az alkatrészek grafikus megjelenítésének köszönhetően a gépkezelő egérkurzor segítségével a képernyőn kiválasztja az újból felhegesztendő csapot, így a program automatikusan arra a programsorra lép, ahol az adott csap felhegesztése történik. Így kézi üzemmódban az adott csap felhegesztésével a javítás problémamentesen elvégezhető.
A következő elemek biztosítják a hegesztés kiválóságát és az alkalmazhatóság széles körét:
 CDMi 2402 és 3202
CDMi 2402 és 3202áramforrások automata modullal: megbízhatóság biztosítására

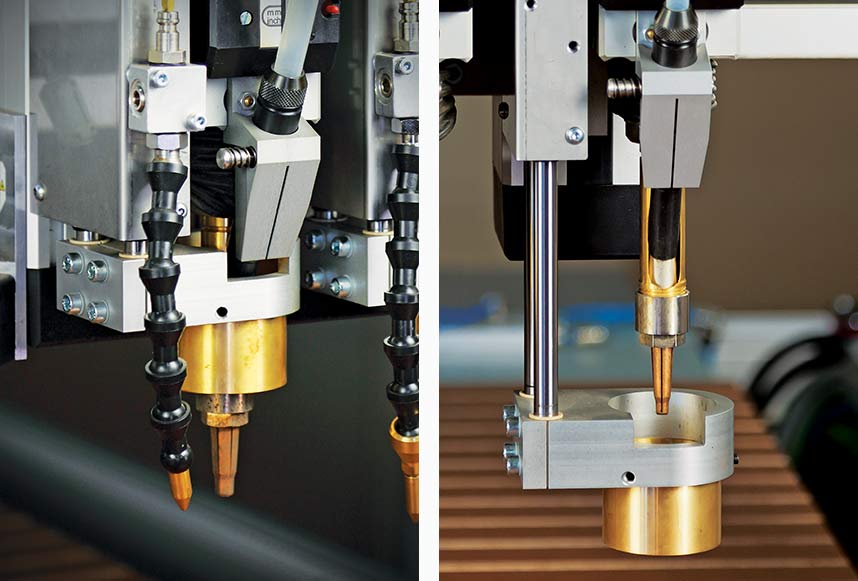
VBZ-3 automata csapadagoló:
a gyorsaság érdekében
PBZ kézi csapadagoló:
kölségkímélő építőelem
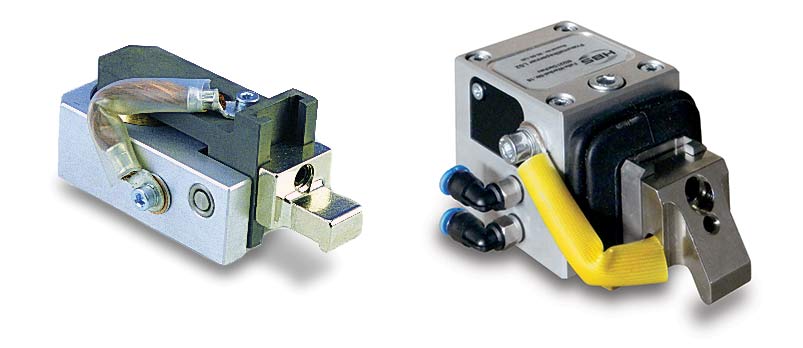
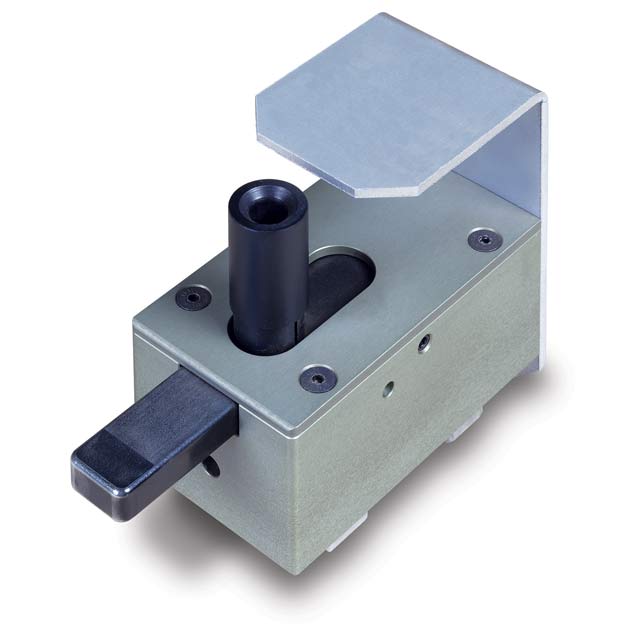
PMB-S, PMB-LS II
pneumatikus testelő, leszorító:
kis méret, biztos testelés,
sokoldalú alkalmazhatóság









